
Metal al Láser sin Errores: Guía Maestra de Grabado, Marcaje y Corte Limpio
Ajustes, técnicas y seguridad para grabar, marcar y cortar metal con resultados profesionales usando láser de fibra y CO2.
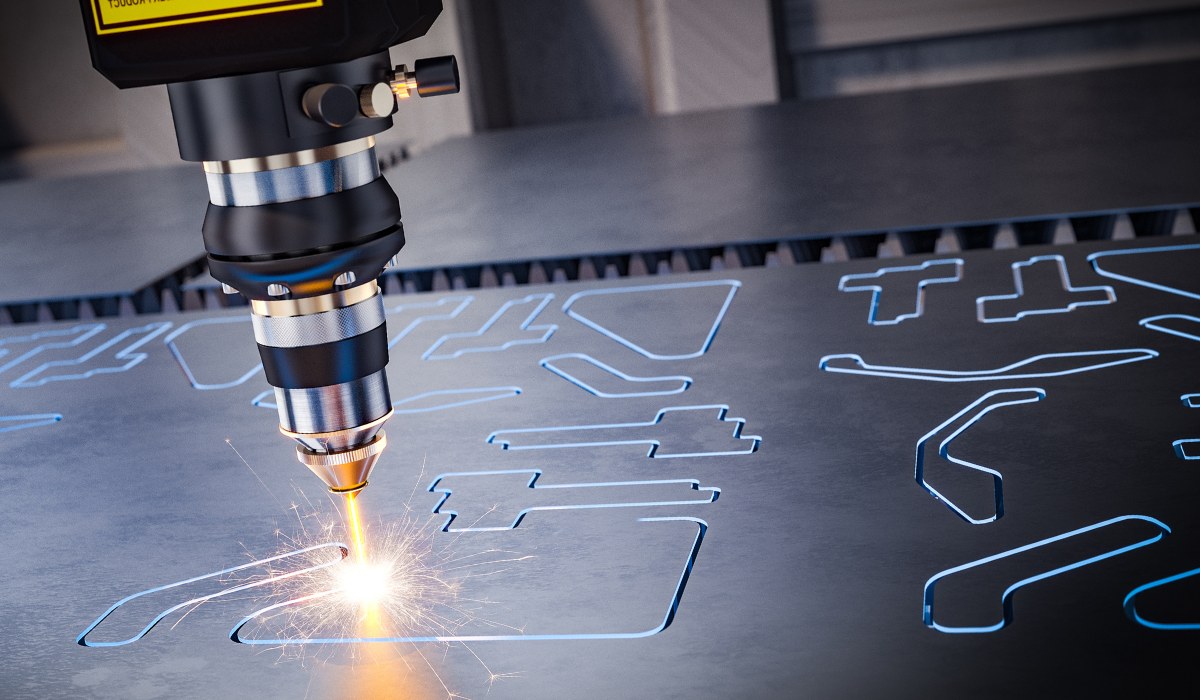
El procesamiento láser en metal exige precisión y criterio técnico para evitar rebabas, decoloraciones indeseadas o pérdida de contraste. Esta guía reúne buenas prácticas de preparación, ajustes de máquina y trucos profesionales para grabado, marcaje y corte en aceros, aluminio anodizado, latón y otras aleaciones.
Preparación del metal para grabado y corte láser
Una superficie limpia mejora la absorción y la definición del trazo. Retira grasa, polvo y óxidos ligeros con paño libre de pelusa y desengrasante neutro. En piezas con laminados protectores retira solo la cara a procesar. Evita capas de pintura desconocida o galvanizados deteriorados que puedan generar humos peligrosos.
Elección del láser y aplicaciones recomendadas
- Láser de fibra: ideal para marcaje y grabado directo en aceros, titanio, latón y aluminio anodizado. Permite marcas negras por recocido en inox y microtexto de alta legibilidad.
- Láser CO2: útil para marcar metales con compuestos cerámicos o sprays especiales que se sinterizan sobre la superficie. Para corte en metal se emplea habitualmente fibra con asistencia de gas.
Ajustes clave para marcaje y grabado en metal
- Potencia y velocidad: comienza con potencia moderada y velocidad media. Incrementa potencia en pasos cortos si falta contraste. Si aparecen halos o decoloración excesiva, aumenta velocidad o reduce densidad de líneas.
- Frecuencia o pulso: para marcas oscuras y homogéneas conviene una frecuencia que favorezca el aporte térmico continuo sin quemar el borde. Ajusta por material y acabado deseado.
- Foco y desenfoque controlado: para marcas negras profundas en inox es útil un ligero desenfoque que eleve la temperatura superficial sin erosionar. Mantén el enfoque preciso cuando busques microdetalle.
- Relleno y tramado: usa hatch cruzado con paso fino para negros densos. En logotipos finos reduce el paso de hatch para evitar sobrecalentamiento.
Corte láser en metal con calidad de canto
- Gas asistido: nitrógeno para cantos limpios y libres de óxido, oxígeno cuando se prioriza velocidad en aceros al carbono.
- Parámetros: potencia alta y velocidad adaptada al espesor. Si hay rebaba en la cara inferior, incrementa presión de gas o reduce velocidad. Si aparece decoloración excesiva, aumenta velocidad o emplea nitrógeno.
- Estrategia de entrada y salida: coloca entradas fuera de zonas visibles y añade pequeños puentes en piezas muy pequeñas para evitar movimiento durante el corte.
Metales habituales y recomendaciones
- Acero inoxidable: marcaje por recocido para negro estable y sin rebaje. En corte, prioriza gas inerte para mantener brillo del canto.
- Aluminio anodizado: grabado de alto contraste al retirar la capa anodizada. Ajustes suaves para evitar halos.
- Aluminio crudo: alta reflectividad; incrementa potencia de forma gradual y utiliza hatch denso para mejorar la visibilidad del marcaje.
- Latón y cobre: materiales reflectantes con alta conductividad térmica. Requieren potencia mayor y enfoque impecable para un resultado nítido.
Seguridad y buenas prácticas
- Ventila y extrae humos de forma continua. Utiliza filtros adecuados para partículas metálicas.
- Emplea gafas certificadas según la longitud de onda del equipo. Evita reflejos especulares en superficies pulidas.
- No dejes la máquina desatendida. Ten a mano extintor de CO2 o polvo ABC.
Solución de problemas frecuentes
- Marca débil o poco visible: aumenta potencia o reduce velocidad. Ajusta el hatch para mayor densidad.
- Halo térmico o decoloración: incrementa velocidad, amplía espaciado del hatch o baja la potencia.
- Rebaba en corte: eleva presión de gas, revisa enfoque y reduce ligeramente la velocidad.
- Distorsión de detalle fino: enfoca con precisión y disminuye potencia para reducir el aporte térmico.
Checklist rápido antes de producir
- Limpieza y sujeción firme de la pieza.
- Prueba en retal del mismo material con registro de parámetros.
- Foco calibrado y óptica limpia.
- Extracción operativa y gas asistido en el rango recomendado.
Conclusión
Un flujo controlado de preparación, parámetros y seguridad convierte el láser en una herramienta fiable para metal. Documenta tus ajustes por material y espesor, refina la combinación de potencia, velocidad y frecuencia, y mantén la óptica impecable. Así obtendrás marcas consistentes y cortes limpios listos para uso profesional.
Sobre María García
Ingeniera y estudiante con más de 10 años de experiencia en grabado láser. Mi hobby y pasión es grabar todo tipo de cosas con el laser y regalárselas a familiares y amigos
Otros artículos relacionados

De la IA al Láser: Cómo Vectorizar Diseños de Midjourney y DALL-E para Corte Limpio
Aprende el flujo de trabajo profesional para convertir imágenes generadas por IA en vectores listos para corte láser usando LightBurn, Inkscape o Illustrator.
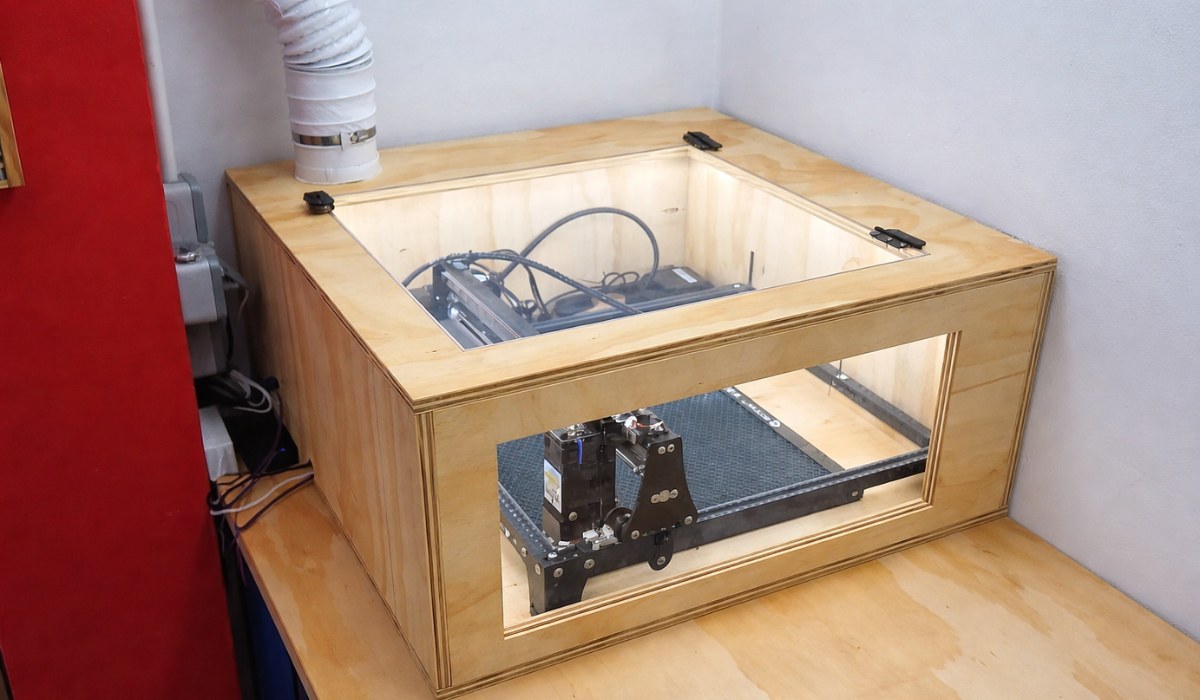
DIY: Cómo Construir una Caja de Cerramiento para Láser y una Ventilación Eficaz
Aprende a diseñar y construir un cerramiento seguro para tu láser de diodo. Claves sobre presión negativa, elección del extractor y cómo evitar que el humo inunde tu taller.

Guía Maestra de LightBurn: Configuración, Capas y Trucos de Experto
Deja de pelear con el software y empieza a producir. Aprende a configurar tu máquina, dominar los modos de corte y grabado, y utilizar herramientas avanzadas como la cámara y el trazado de imágenes.